







PLC模拟量4-20mA信号不稳怎么排查
上个月去一个化工厂现场,客户说压力变送器的读数老是跳,波动能到±0.5mA,PID根本稳不住,设备都不敢开自动。我到了之后没有急着换仪表,先花了半小时把问题查清楚了。 先分清是信号源问题还是传输问题 模拟量信号不稳,90%的情况下不是仪表坏了,而是线路或干扰的问题。别一上来就换变送器,成本高还
 2026-08-08
2026-08-08

变频器过电流故障原因与排查方法
上个月接到一个化工厂的电话,说他们一台45kW的变频器频繁报过电流故障,一天跳十几次,生产线都快停了。我赶到现场一看,故障代码是F0001(西门子MM440的过流代码)。 说实话,变频器过电流是我在现场遇到最多的故障之一。今天就把我这些年总结的排查思路分享出来,希望能帮到正在被同样问题困扰的兄弟。
2026-08-07

PLC与触摸屏通讯不上怎么办?现场排查思路和解决方法全流程
去年给一个食品包装厂做设备改造,现场调试到最后一步——触摸屏连PLC,死活连不上。设备厂家的人站在旁边等着验收,我在那对着屏幕翻了半小时参数,满头大汗。后来发现原因简单得让人想抽自己:通讯参数里一个数字设错了。 这种事儿干工控的都遇到过。PLC和触摸屏通讯不上,原因其实就那么几类,按顺序排查,
 2026-08-06
2026-08-06
PLC外围线路故障排查实战,80%问题出在这里
去年给一个汽车零部件厂做产线改造,遇到一个怪事——PLC程序明明没问题,但设备就是动不动停机。CPU模块换了,电源模块换了,故障依旧。最后查了两天,才发现是传感器线被老鼠咬断了表皮,间歇性短路。这种坑,我踩过不止一次。 做PLC维修这么多年,我越来越觉得:PLC本身很少坏,坏的都是外围。据行业
2026-08-06

变频器参数设置从零开始:现场调试必须掌握的10个关键参数
引言 变频器作为工业现场最常用的驱动设备,其参数设置直接关系到电机运行效率、设备寿命和工艺精度。很多刚入门的电气工程师面对变频器面板上密密麻麻的参数菜单往往不知从何下手。本文以市场上最主流的汇川MD500系列和西门子G120系列为例,从零开始梳理现场调试时必须掌握的10个关键参数,每个参数都附
2026-08-05

Modbus RTU通讯故障排查,从硬件到软件一步步找问题
上个月去一个化工厂做项目,DCS通过Modbus RTU读取现场8台流量计的数据,结果调试了两天通讯就是不通。主机发请求从机没反应,换了线换了模块还是不行。这种问题在工控现场太常见了,今天把我遇到过的Modbus RTU故障排查经验整理出来,希望能帮到正在被通讯问题折磨的兄弟。 Modbus RT
2026-08-04


变频器报过流OC故障不用慌,从这5个方向排查很快找到问题
变频器运行中突然报OC(过流)故障,是现场最常见的故障之一。本文按排查优先级给出5个方向,帮你快速定位问题。
2026-08-02

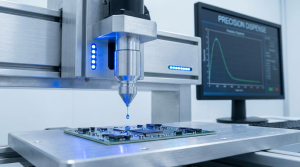
压电阀在Mini-LED封装点胶中的参数设置和工艺要点
Mini-LED封装对点胶精度要求极高,压电阀是当前主流方案。本文从胶量控制、位置精度、工艺参数三方面给出实操要点。
2026-08-02

压电阀驱动电压和喷射频率怎么匹配?参数搭配实战指南
压电阀的驱动电压和喷射频率不是独立设置的,两者匹配不当会导致胶量不准、散点甚至阀体损坏。本文给出实际参数搭配方案。
2026-08-02