

干工控的兄弟都懂,PLC通讯一出问题最让人头大。今天分享一个上月东莞五金厂的真实案例。
🔌 案例:三菱FX3U通讯时断时续
东莞厚街一家五金厂,产线的三菱FX3U-48MT通过485口连触摸屏和变频器。运行两年一直好好的,上个月开始频繁通讯中断:触摸屏数据刷不出来,变频器频率调不动。
甲方电工换过触摸屏、换过通讯线、重写过参数,问题依旧。找到我说”该换的都换了”。
💡 我到现场先问了三个问题:什么时候开始?附近有没有装新设备?天晴还是下雨?
排查步骤
1. 看灯:PWR/RUN都亮,COM口指示灯闪烁不规律——PLC本身正常,问题在通讯链路。
2. 查线:485线是普通屏蔽双绞线,屏蔽层只接了0V端,另一端悬空。线缆本身没问题。
3. 量接地:一量发现问题——PLC电源模块接地端对大地有45V交流电压!机柜地排对大地也有30多V。整个机柜接地不良。
追问才知道,上个月车间新装了一台30kW变频器,没加输入电抗器,谐波通过地线串到了整个机柜。
4. 抓波形:示波器一看,485 A-B线上叠加了一堆毛刺,峰峰值8V。不是干扰才怪。
🔧 解决
1. 机柜单独拉16平方接地线到车间地网,接地电阻从12Ω降到0.8Ω。
2. 485屏蔽层在PLC端单端接地(接新地排),另一端悬空。
3. 总线两端各并一个120Ω终端电阻。
4. 新变频器输入输出线加铁氧体磁环。
处理完通讯再没断过。甲方说”早知道是接地问题,白忙了三天”。
💡 教训:通讯出问题,先量接地再查干扰。这两样搞不定,换啥都白搭。
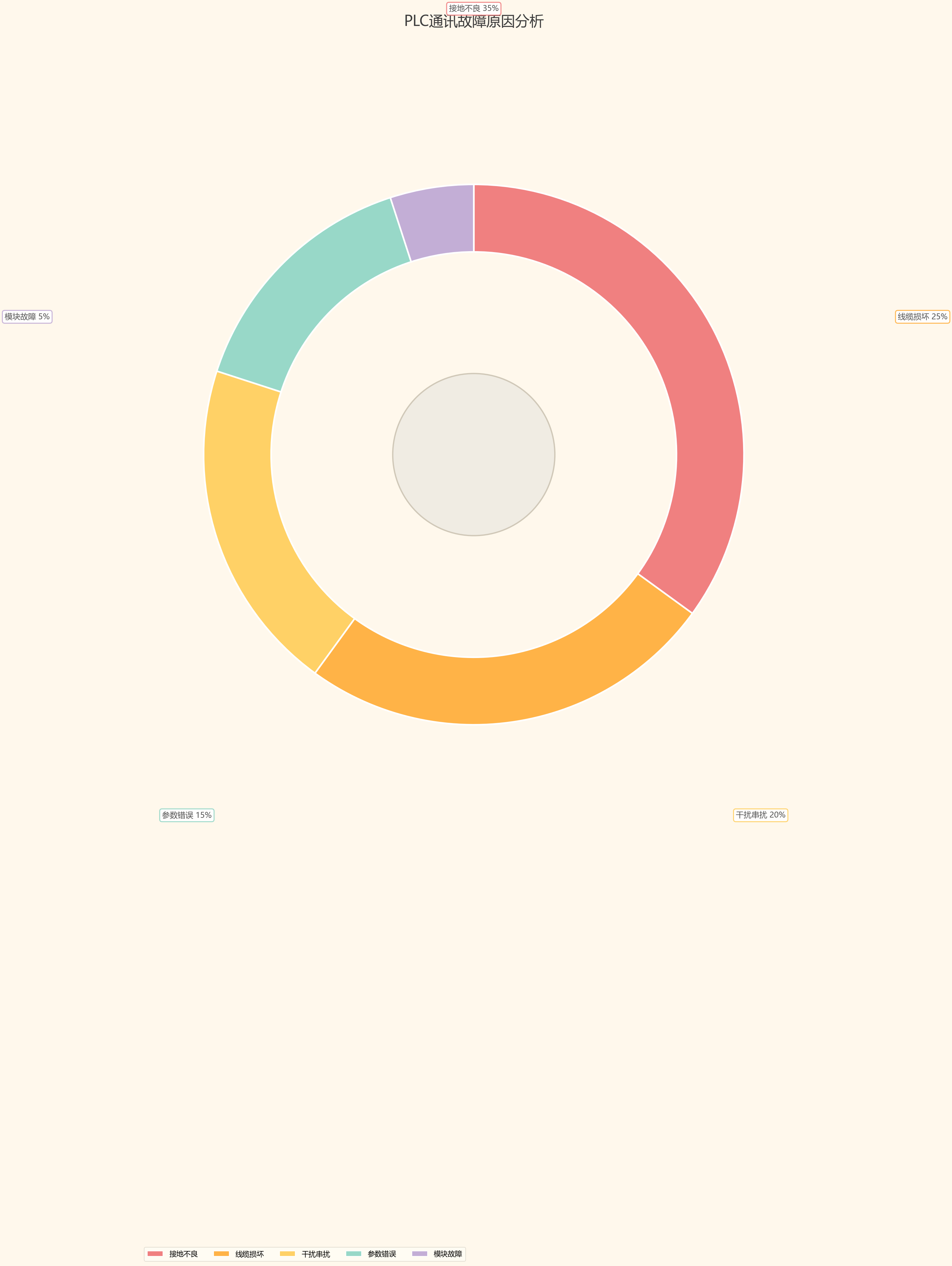
▲ PLC通讯故障原因分布,接地占大头
📊 排查清单
| 步骤 | 查什么 | 常见问题 |
|---|---|---|
| 1.看指示灯 | PWR/RUN/COM | 灯不亮查电源,灯乱闪查干扰 |
| 2.查线缆 | 线缆通断、外观 | 进水腐蚀、端子松动、有接头 |
| 3.量接地 | 接地电阻、对地电压 | 接地应<4Ω,对地电压<5V |
| 4.查干扰源 | 变频器、大功率设备 | 变频器没加电抗器、线靠近动力线 |
| 5.对参数 | 波特率、站号、校验 | 所有站点必须一致 |
| 6.终端电阻 | 485总线两端 | 超50米或3台设备必须加120Ω |
| 7.换件测试 | 替换模块 | 最后一步,前面查完再换 |
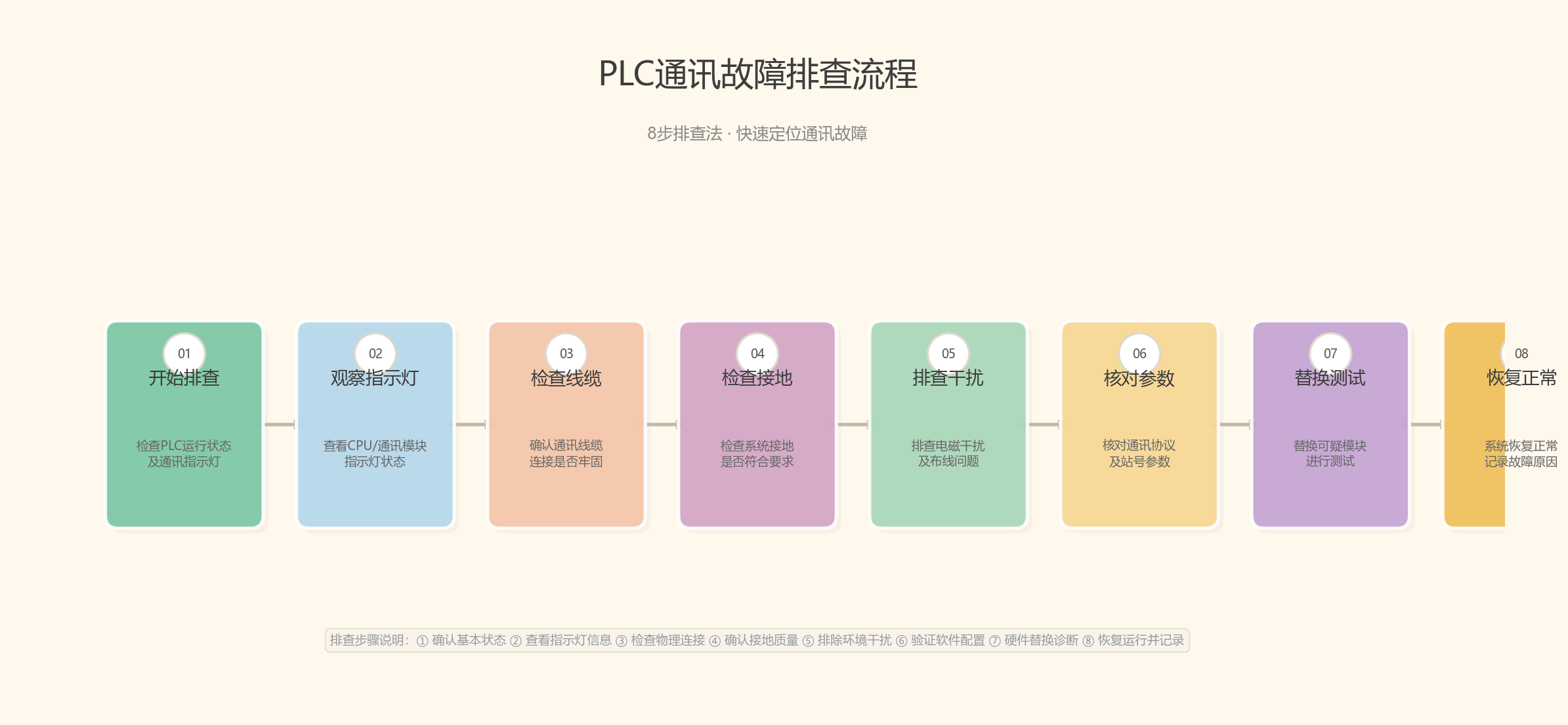
▲ 排查流程图,按步骤来不慌
🎯 三句口诀
一量接地二查线,三看干扰四对参。
接地好了一大半,别让地线变天线。
通讯故障50%以上都是接地和干扰的问题。参数和硬件出问题的概率反而小。按上面的步骤查,基本都能搞定。
终端电阻真的很多现场都忽略了。距离超50米不加,信号反射造成数据错乱。120Ω电阻几毛钱一个,别省。